


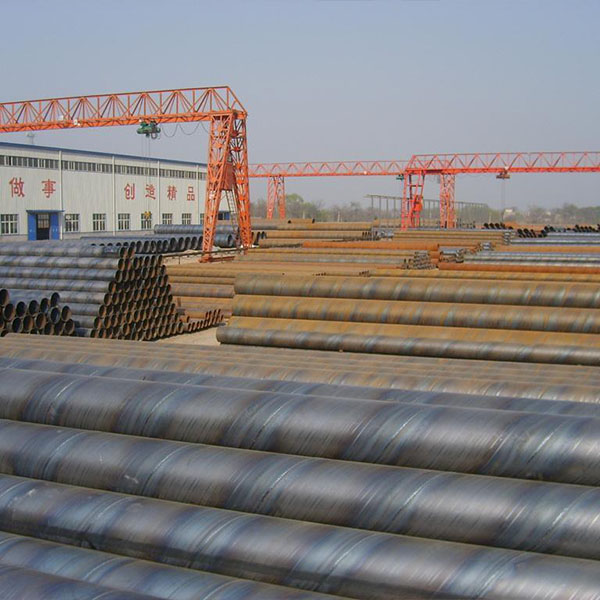
Q235B სპირალური მილი
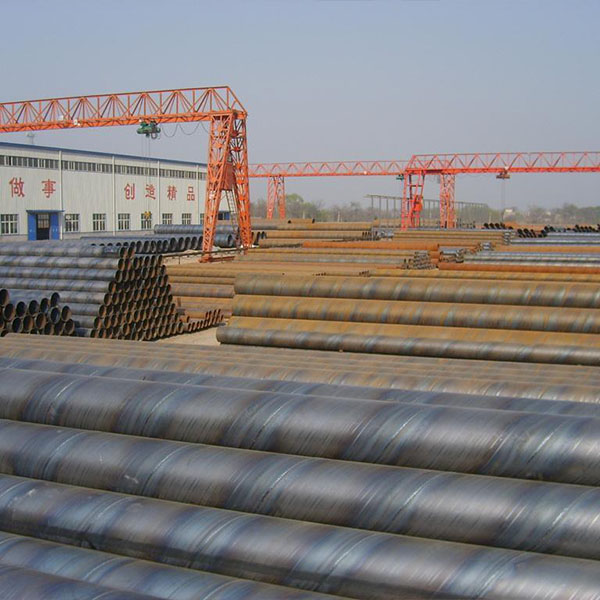


სპირალური ფოლადის მილების საყოველთაოდ გამოყენებული სტანდარტები ზოგადად იყოფა: SY/T5037-2000 (მინისტრის სტანდარტი, რომელსაც ასევე უწოდებენ სპირალურ ნაკერს წყალქვეშა რკალით შედუღებული ფოლადის მილს ჩვეულებრივი სითხის ტრანსპორტირების მილსადენებისთვის), GB/T9711.1-1997 (ეროვნული სტანდარტი, ასევე ე.წ. ნავთობისა და გაზის ინდუსტრიის გადამცემი ფოლადის მილები ტექნიკური მიწოდების პირობების პირველი ნაწილი: A ხარისხის ფოლადის მილი (GB/T9711.2 B ხარისხის ფოლადის მილი მკაცრად არის საჭირო), API-5L (ამერიკული ნავთობის ინსტიტუტი, რომელსაც ასევე უწოდებენ მილსადენის ფოლადის მილს; რომელიც იყოფა ორ კლასად: PSL1 და PSL2), SY/T5040-92 (სპირალური ჩაძირული რკალი შედუღებული ფოლადის მილი წყობისთვის).


(1) ნედლეული არის ფოლადის ზოლები, შედუღების მავთულები და ნაკადები. ინვესტიციამდე საჭიროა მკაცრი ფიზიკური და ქიმიური შემოწმება.
(2) ზოლიანი ფოლადის თავისა და კუდის კონდახური შეერთება, ერთმავთულის ან ორმავთულიანი წყალქვეშა შედუღების გამოყენებით, ფოლადის მილში დახვევის შემდეგ, ავტომატური წყალქვეშა შედუღება გამოიყენება სარემონტო შედუღებისთვის.
(3) ფორმირებამდე, ზოლი გადის გასწორებას, კიდეების მორთვას, კიდეების დალაგებას, ზედაპირის გაწმენდას და გადატანას და წინასწარ დახრის დამუშავებას.
(4) ელექტრული კონტაქტის წნევის საზომი გამოიყენება კონვეიერის ორივე მხარეს ცილინდრების წნევის გასაკონტროლებლად, ზოლის გლუვი გადაცემის უზრუნველსაყოფად.
(5) მიიღეთ გარე კონტროლი ან შიდა კონტროლის როლი ფორმირება.
(6) შედუღების უფსკრული კონტროლის მოწყობილობა გამოიყენება იმის უზრუნველსაყოფად, რომ შედუღების უფსკრული აკმაყოფილებს შედუღების მოთხოვნებს, ხოლო მილის დიამეტრი, შეუსაბამობის რაოდენობა და შედუღების უფსკრული მკაცრად კონტროლდება.
(7) ორივე შიდა შედუღება და გარე შედუღება მიიღებენ ამერიკულ ლინკოლნის ელექტრო შედუღების მანქანას ერთსადენიანი ან ორმაგი მავთულის წყალქვეშა შედუღებისთვის, რათა მივიღოთ სტაბილური შედუღების სპეციფიკაციები.
(8) შედუღების ინსპექტირება ხდება ონლაინ უწყვეტი ულტრაბგერითი ავტომატური ხარვეზების ინსტრუმენტით, რომელიც გარანტიას იძლევა სპირალური შედუღების 100% არადესტრუქციული ტესტირების დაფარვას.
(9) გამოიყენეთ საჰაერო პლაზმური საჭრელი მანქანა ფოლადის მილის ცალკეულ ნაჭრებად დასაჭრელად.
(10) ერთ ფოლადის მილებში დაჭრის შემდეგ, თითოეული პარტიიდან პირველი სამი ფოლადის მილი უნდა გაიაროს მკაცრი პირველი შემოწმების სისტემა, რათა უზრუნველყოს, რომ მილების დამზადების პროცესი კვალიფიცირებულია, სანამ ოფიციალურად წარმოებაში შევა.
(11) ნაწილები, რომლებსაც აქვთ უწყვეტი ბგერითი ხარვეზის გამოვლენის ნიშნები შედუღებაზე, გადიან ხელით ულტრაბგერით და რენტგენის ხელახლა გამოკვლევას.
(12) მილები, სადაც ფოლადის ზოლის კონდახის შედუღების ნაკერები და D- ფორმის სახსრები, რომლებიც კვეთენ სპირალურ შედუღების ნაკერებს, ყველა შემოწმებულია რენტგენის ტელევიზიით ან გადაღებით.
(13) თითოეული ფოლადის მილი გადის ჰიდროსტატიკური წნევის ტესტს და წნევა იღებს რადიალურ დალუქვას. ტესტის წნევა და დრო მკაცრად კონტროლდება ფოლადის მილის ჰიდრავლიკური მიკროკომპიუტერის გამოვლენის მოწყობილობით. ტესტის პარამეტრები ავტომატურად იბეჭდება და ჩაიწერება.
(14) მილის ბოლოების დამუშავება, ისე, რომ ბოლო სახის ვერტიკალურობა, დახრილი კუთხე და ბლაგვი კიდე ზუსტად იყოს კონტროლირებადი.
სპირალური ნაკერის წყალქვეშა რკალით შედუღებული ფოლადის მილი (SY5036-83) წნევის მატარებელი სითხის ტრანსპორტირებისთვის ძირითადად გამოიყენება ნავთობისა და ბუნებრივი აირის ტრანსპორტირებისთვის მილსადენებისთვის; სპირალური ნაკერი მაღალი სიხშირის შედუღებული ფოლადის მილი (SY5038-83) წნევის მატარებელი სითხის ტრანსპორტირებისთვის, მაღალი სიხშირის ლაპ შედუღების მეთოდის გამოყენებით. ფოლადის მილს აქვს ძლიერი წნევის ტარების უნარი და კარგი პლასტიურობა, რაც მოსახერხებელია შედუღებისა და დამუშავებისთვის. ზოგადად, სპირალური ნაკერის წყალქვეშა რკალით შედუღებული ფოლადის მილი (SY5037-83) დაბალი წნევის სითხის ტრანსპორტირებისთვის მზადდება ორმხრივი ავტომატური წყალქვეშა შედუღებით ან ცალმხრივი შედუღებით წყლისთვის, წყალქვეშა რკალით შედუღებული ფოლადის მილით ზოგადი დაბალი წნევის სითხის გადასატანად. როგორიცაა გაზი, ჰაერი და ორთქლი





